想知道《广东》【当地】【精密钢管】,20G高压无缝管实体厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:《广东》【当地】【精密钢管】,20G高压无缝管实体厂家的图文介绍

鑫邦源特钢有限公司
鑫邦源特钢有限公司是集研发设计生产销售于一体化的综合性 广东高压化肥管、公司。经营范围主要有 广东高压化肥管、产品。公司拥有科学质量管理体系,秉承着信用诚挚的服务精神,严守着 广东高压化肥管、精益求精的工艺水准,遵循着步步为营的经营理念与多家企业建立了长期的合作关系。


随着竞争加剧,国内取向光亮无缝钢管价格也因此一落千丈。公开资料显示取向硅钢价格一直维持在40000元/吨之上。今年3月23日上海市场硅钢价格行情数据显示,取向硅钢价格仅在17000元/吨上下。和峰时相比,取向光亮无缝钢管价格跌幅接近了六成。 ”邵鹏星分析道:房地产宏观调控不会松动,已经很明确了;造船业面临形势较为严峻,不少造船企业订单明显减少,有厂家甚至没有订单,所以说二季度特钢市场只能是稳中求暖,价格稳中求进,循序渐进,不可能大幅攀升,当然也不会大幅回落,一句话,二季度特钢市场价格不会现大起大落行情。 “从二季度特钢市场需求状况来看,光亮无缝钢管需求量比一季度相对多一些,但增长幅度有限,房地产业、造船业等钢行业对优特钢需求强度不会太大。光亮无缝钢管价市场走势如何,还要看钢厂控制产能释放情况,主动减产限产。 3月份特钢市场略见回暖,价格企稳反弹,其中钢厂减产、限产,起到了很大作。在一、二月份,不少钢厂以检修来控制产能释放,减少产量,进入3月份国内钢材社会库存量连续下降,供需基本趋于平衡,因而支撑钢材市场价格回升。



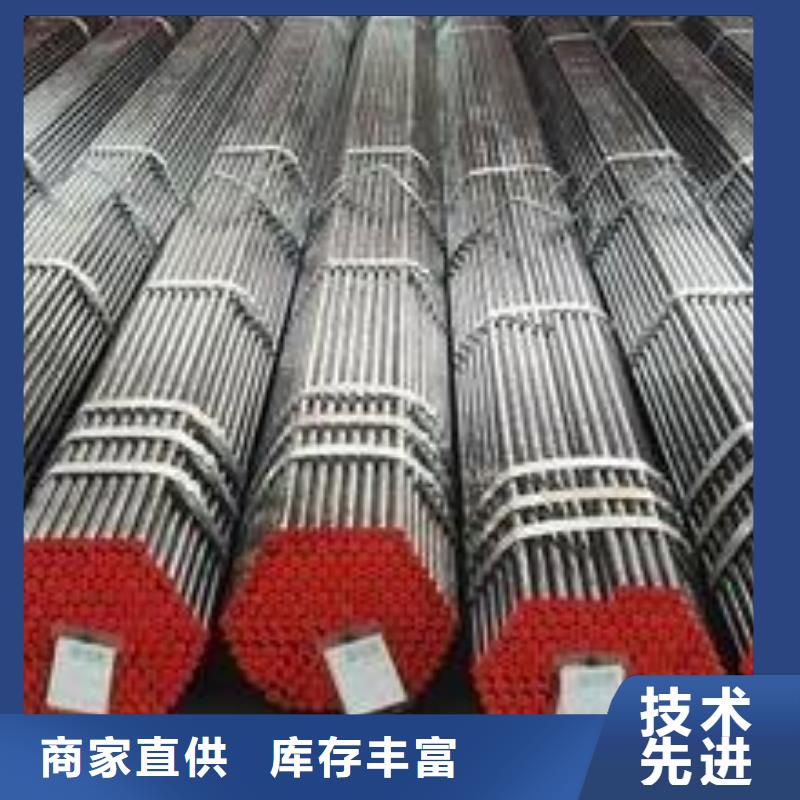
精密钢管也是我们在生活当中非常常见的一种钢铁制品,当我们在进行使用以及铸造的时候需要注意那些问题呢?无论是什么样的钢铁制品在进行制造的时候都应该分外小心,不然制造出来的精密钢管就是不合格的产品,是不可以进行售卖的,还有就算卖出去,像这样有缺点的精密钢管,在进行使用的时候也非常容易出现问题,所以当我们在进行铸造的时候就应该非常注意这些问题。在进行铸造的时候“退火”就基本的决定了精密钢管的柔软性的好坏了。假如我们想要辨别一下这个精密钢管在进行铸造的时候是否出现问题的话,我们可以选择将精密钢管进行弯曲,假如出现断裂的话,这样就证明这种精密钢管,在进行铸造的时候应该就是因为在进行退火的时候没有掌握退火的工序。像我们在进行退火的时候,应该按照生产精密钢管的标准规定来进行执行,现在我们在制造精密钢管的时候一般使用的是自动化调温的系统,这样在铸造精密钢管的时候,就避免了人为出现的过错。



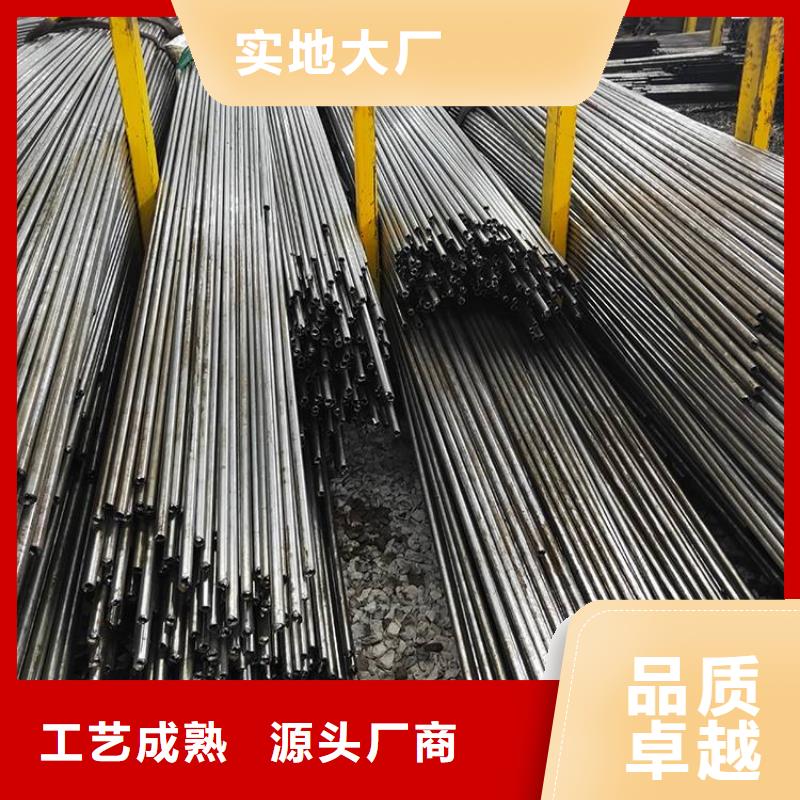
市场整体环境较好精密无缝钢管跟随上涨近期消息持续加码,、钢坯价格震荡向上走势,精密无缝钢管市场跟随上涨,先涨后跌。随着前两年开始去产能,打击地条钢等工作深入推进,精密无缝钢管市场整体环境较好,由于集中度提升,相关协调能力也相较以前有了较大提升,而这都将限产对企业带来影响降低。 虽然限产,但全国精密无缝钢管与钢材产量仍然以较大幅度增长,不断创下新高。统计数据显示,今年上半年全国精密无缝钢管产量45116万吨,同比增长6%;钢材产量53085万吨,增长6%,增速提高9个百分点。其中6月份全国精密无缝钢管产量8020万吨,同比增长5%;钢材产量9551万吨增长2%。 为何全国精密无缝钢管与钢材产量能够持续性较大幅度增长“当然是消费需求拉动。因为在市场经济条件下,有需求才会有生产。只有在顺畅,能够获得利润情况下,钢铁企业才有动力不断增产。否则,等待企业只能是产品大量积压,终破产倒闭。 正确选购精密无缝管需注意那些在社会上精密无缝管越来越普遍,具有着其它钢管所不能比拟个性特点,以及更好适性,造成社会上生产加工精密无缝管质量优劣不等,如何才能正确选购精密无缝钢管,都需要注意哪些事项去购买,一般都是从国内比较知名大精密无缝管企业进货或 ,质量有保证。



 扫一扫
扫一扫